深圳炭基复材胡蓝田:基于纳米级基体改性技术的高性能炭基复材研发及产业化 | 10th CAIEC 获奖人专访
- 2026-05-16 17:20:46
*由于微信订阅号推送规则更新,建议您将“ #空天界 ”设为星标,及时发现最新空天技术与趋势!

CAIEC每一个项目都非常优秀
在大赛中为什么是他们脱颖而出
记录每一项科技的加速过程
来自创造者的直接表达
10th CAIEC 获奖人独家专访



空天界:您的公司是一家专注于炭基复合材料研发和生产的硬科技公司,在大多数人印象中,炭基材料是“高性能”但也是“高成本、长周期”的。您能否先介绍一下公司从事的技术和产品,并为我们科普一下炭基复合材料是一种什么材料,为什么是高温场景的优选材料?


空天界:炭基复合材料是以炭为基体,多种材料为增强体的复合材料总称,在您看来,当前炭基复材行业面临的最大瓶颈是什么?或者说行业痛点是什么?目前国内外同类产品主要发展状况如何?

炭基复材是一种相对较新的材料,于20世纪60年代由美国人首次发现。经过多年发展,目前已在多个场景实现应用,我们判断其正处于大规模产业化初期。当前行业主要瓶颈集中在传统工艺,产能、价格均存在局限,难以满足快速扩张的市场需求,亟需全行业推动工艺升级,打破“性能-定制化-价格”的矛盾三角,为工业场景及航空航天领域提供性能可靠、交付迅速且成本低廉的高性能炭基复材产品。
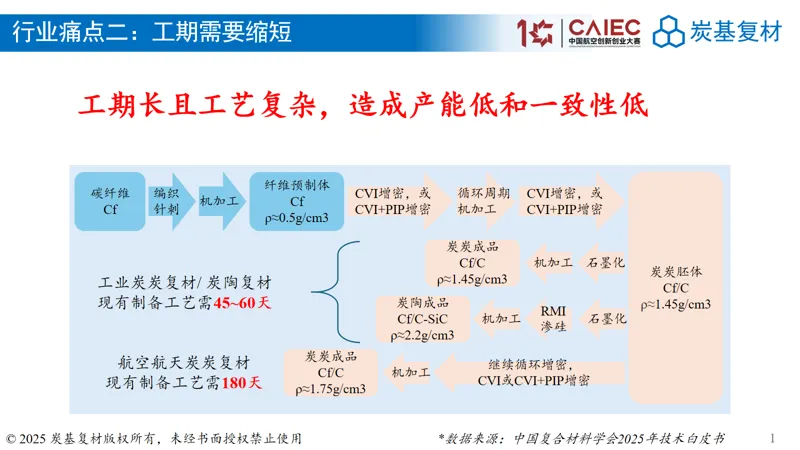
具体来看,国内炭基复材厂家数量较多,但工艺趋同性强,普遍采用“预制体+增密”的制备方式。在增密环节,行业多依赖化学气相渗透(CVI)工艺,该工艺制备的产品性能更优,但工期极长——工业领域制备满足客户需求的产品需45-60天,航空航天领域周期更长,通常达6-8个月。这种长周期制备模式,难以满足客户大批量需求,尤其当前多个行业对炭基复材提出“可用可消耗”及降本要求,矛盾更为突出。
以消费者较熟悉的炭陶刹车盘为例,目前已有标配该产品的车型问世。假设未来某20万元量级车型搭载炭陶刹车盘,且年销量达25万辆,那么每年需100万盘刹车盘(按每车4盘计算);若每盘平均重量约7公斤,仅这一个车型每年就需消耗7000吨碳陶刹车盘产能。而当前全国碳陶刹车盘产能约1万-1.2万吨,单个产品就可能占用全国50%-70%的产能,这种供需失衡现象并不合理。由此可见,全行业需加快工艺转型升级,否则将与市场需求严重脱节。
在国内外对标企业方面:
国内有多家上市公司,涵盖私企、国企及行业巨头,包括金博股份、中天火箭、天宜上佳、楚江新材、博云新材、北摩高科等;
国外上市公司主要有德国西格里碳素(SGL Carbon,SGL.DE)、日本东洋碳素(Toyo Tanso,5310.TYO)、法国美尔森(Mersen,MRN.PA),这些企业规模多处于百亿元量级。
从产销规模来看,2023年国内炭基复材可查询的产销数据约50亿元,国外上述几家上市公司产销规模合计约500亿元。综合来看,国内外企业各有优势,擅长的产品领域不同,工艺路线选择也较为丰富:除前文提及的CVI沉积工艺外,低温工序会用到编织、针刺、穿刺、缠绕、模压等工艺,高温工序则会采用液相浸渍裂解(PIP)、反应熔渗(RMI)、高温模压(HTMP)等工艺。
空天界:贵公司的解决方案核心是“从渗碳变为添加碳”。能否请您用通俗的语言解释,这一根本性的转变如何同时解决了行业在性能、工期和成本上的三大痛点?

传统工艺可称为“渗碳”,无论是气相渗透(CVI)工艺,还是液相裂解(PIP)工艺,核心都是将基体炭添加到预先成型的纤维织物中,使产品密度从约0.5g/cm³提升至1.45-1.85g/cm³区间。该过程存在三大难点:
需确保渗入的基体炭与纤维炭紧密结合,结合精度需达到微米级(单根纤维直径约5-7微米);
增密过程呈“前易后难”特征——初始阶段纤维织物较疏松,基体炭易渗入,随密度提升、制品紧实度增加,后续渗透难度逐渐增大;
渗碳并非单纯的“添加”过程:气相或液相分子进入后,大分子在高温下碳化并留存碳元素,同时生成小分子(VOCs等成分)需从制品中排出。这要求工艺同时保留“进入通路”与“排出通路”,理论上无法一次完成,需反复循环才能达到目标密度与性能,技术复杂度高。且为平衡性能与成本,通常不会将制品密度做到极高,满足客户需求即可。
我们通过独创配方与工艺,绕开了传统渗碳的复杂流程:
独创基体炭配方,解决界面强度问题——在低温阶段将基体炭、界面炭与纤维充分混合,利用温度(约200℃)和压力模压成型;
经高温碳化处理:留存碳元素,排出小分子,此过程中制品会形成一定孔隙;
通过反应熔渗(RMI)工艺渗入硅:硅与基体炭反应生成碳化硅,碳化硅不仅会发生一定体积膨胀,且属于“新增物质”,可填充制品孔隙。仅需一次渗硅,即可制备出满足客户要求的高性能炭基复材。
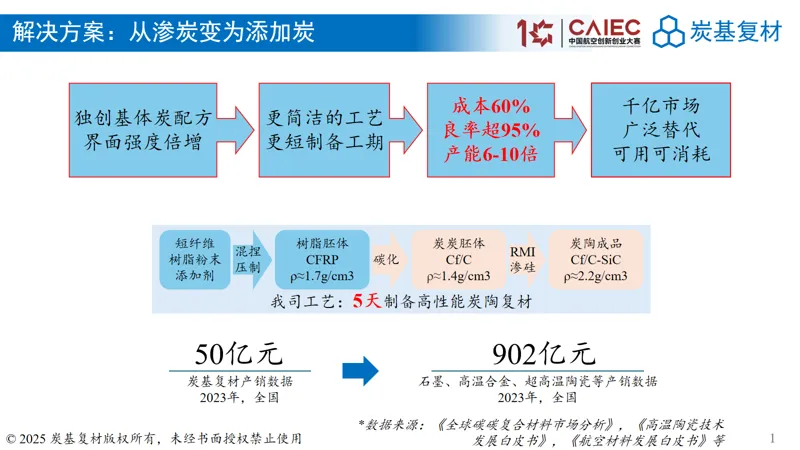
基于该工艺,传统需2个月-8个月的复杂长周期流程,被简化为仅需5天即可完成的高效流程,且制备的炭基复材性能更可靠、交付更快、价格更低。
空天界:您提到“纳米级基体改性技术”是基石。能否以一个具体例子说明,这项技术是如何显著提升材料综合性能的?它的产业化推广价值体现在哪些方面?

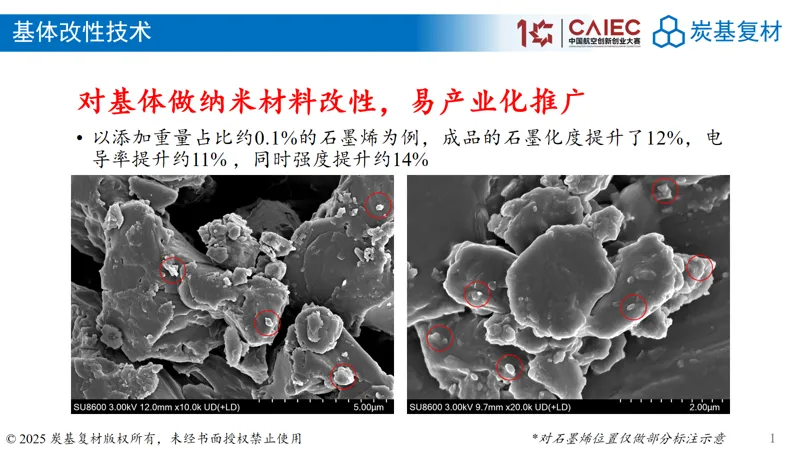
我们通过设备对材料进行改性,核心是添加纳米级原料并搭配多种配方,其中一项关键配方是引入石墨烯片层结构。经特定工艺控制,添加石墨烯片层结构后,制品的纤维与基体间界面强度显著提升,整体力学、热学及电学性能也得到明显优化。
以具体数据为例:
按成品重量0.1%(即1/1000)的比例添加石墨烯,制品力学性能可提升约14%,电学性能可提升约11%;
同时,在提升制品石墨化程度的基础上,还能同步优化力学表现。
这与传统工艺形成鲜明对比:传统工艺中,石墨化程度提高通常会带来热学、电学性能上升,但力学性能会下降,而我们的配方可实现三者同步提升。
此外,我们选择在基体中进行改性的技术路线,而非传统工艺的“纤维表面改性”,更便于量产落地:该工艺操作简洁,设备与工艺参数变化可控,成本增加不明显,且产能更高,可适配大规模量产需求。
我们认为“基体改性技术”是未来高性能炭基复材的核心基石,原因在于:只有解决纤维与基体间的界面强度问题,后续各类技术改造与产业升级才具备实现基础。
业内对复合材料有“筋骨肉皮”的成分类比——“筋”对应纤维与基体间的界面层,“骨”对应增强体(多为纤维增强体),“肉”对应基体(如碳结构、碳化硅结构及残留硅等),“皮”对应涂层。我们的技术重点正是优化“筋”(界面层),通过解决界面强度问题,在提升制品性能的同时,实现工艺简化与成本降低。
空天界:公司团队集成了“高密模压技术”和“长纤植针技术”,从而实现了“5天制备高性能炭陶复材”。这与传统工艺(如CVI-化学气相渗透)相比,最大的优势是什么?是如何实现产能提升6-10倍,成本降低30%以上的?

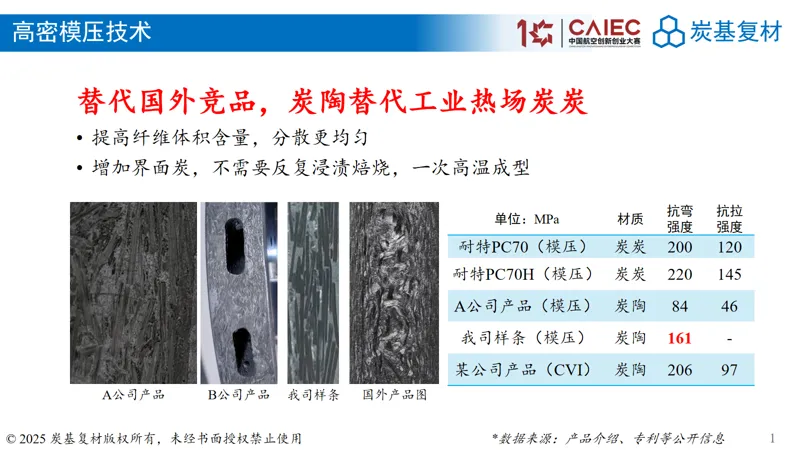
我们最大的优势在于:在保证产品性能不变的前提下,可显著缩短制备周期——工期仅为传统工艺的约1/10,由此产能可提升6-10倍,成本则能降低至传统工艺的1/2到1/3区间。实现这一优势的核心,在于工艺路线的转换,具体依托高密模压与长纤植针两项关键技术,二者技术内涵及路径如下:
(一)高密模压技术
全称为“混捏低温阶段+高温模压顺规成型”,是一条独立的高效工艺路线:
1. 工艺流程:低温阶段将纤维与基体充分混匀,在约200℃下压制成树脂胚体;随后经约900℃高温碳化处理;最后在1500-1600℃下进行渗硅,即可制成炭陶产品。
2. 优势:整体工艺简洁、产品一致性更好,全程仅需约5天,与传统工艺形成显著对比——传统“预制体+CVI增密”或“预制体+CVI+PIP增密”工艺,工期常需45天甚至更久。
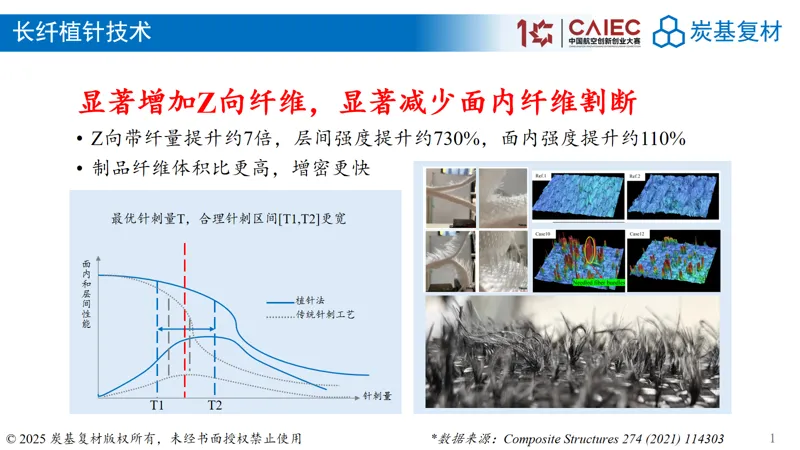
(二)长纤植针技术
全称为“针刺制备预制体+CVI/PIP增密”,是对传统CVI技术路线的升级优化:
1. 核心价值:一方面可帮助现有采用CVI路线的厂家提升产品良率与性能;另一方面,能支撑我们以“二供”身份切入现有供应链,快速获取订单,实现市场落地。
空天界:在现场演讲时,我们看到您展示了意大利、日本等的模压工艺炭基复材产品,请问公司的高密模压技术对刹车盘、炭炭产品做了哪些显著的改进?您谈到,公司的模压样条已达到弯曲强度160兆帕,可制备复杂形状的制品,这是否意味着我们可以直接、高效地制造出满足苛刻要求的航空航天结构件?

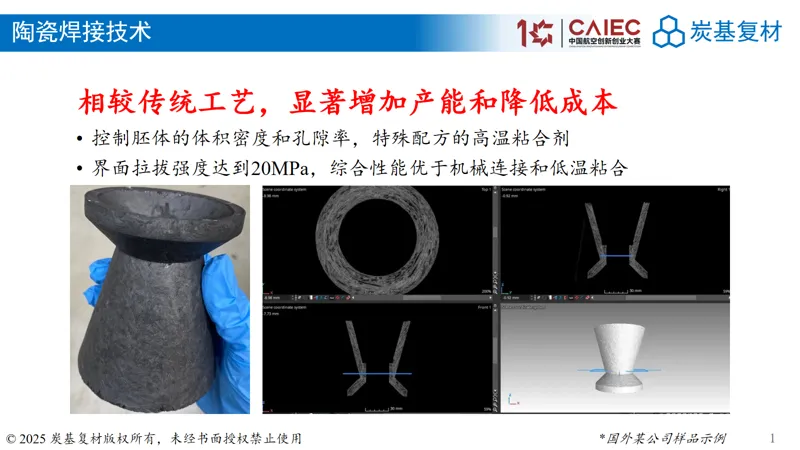
空天界:“陶瓷焊接技术”听起来非常新颖。它在解决大型或复杂构件的连接问题上,相比传统的机械连接和胶粘,具体带来了哪些性能和成本上的优势?能否给我们阐述一下其具体的解决方案?

目前来看,焊接技术更适合应用于小件制品,这主要受限于当前加温、加压相关工艺及对应设备的能力。若后续能在加温、加压设备上实现突破,则该技术可拓展至更大尺寸、更复杂结构的制品。
从技术原理来看,陶瓷焊接技术应用于“炭炭制品制备→炭陶制品”环节:通过渗硅反应生成整体碳化硅网格,形成一体化基体,从而使界面具备优异结合强度。当前测试数据显示,界面拉拔强度可达20MPa左右,与传统“针刺+增密”工艺制品的强度相当;相较于过去的机械连接或高温导电胶粘接工艺,陶瓷焊接技术在界面强度、耐烧蚀性及复杂工况适应性上均更具优势。
这一技术优势类似金属加工领域:金属焊接工艺相较于铆接、螺栓连接等机械方式,具备明显性能优势。未来,陶瓷焊接技术的应用场景不仅可覆盖航空航天领域,还能延伸至工业大规模生产,核心价值在于将复杂工序简化——以生活中的马克杯为例,可将杯体与把手分开制备,再通过焊接技术整合为一体,既能提升整体良率,又能降低成本,对我们自身生产效率提升及客户成本控制均有正向作用,因此兼具航天与工业应用潜力。
空天界:公司的上述技术形成了怎样的竞争壁垒?哪些是全新的基础原理发现?哪些是现有工艺跨领域集成与优化,您能给我们一个总体的描述吗?

我刚才所讲的内容,目前仍处于工程化创新阶段。炭基复材作为一个极为复杂的材料体系,我们认为距离原理创新还有一定差距。在发展过程中,我们计划以工程创新为起点,逐步向科技创新迈进,同时始终坚持“聚焦量产技术”的原则——不开展单纯的科学技术研究,所有研发的技术均需具备大规模量产应用的潜力。
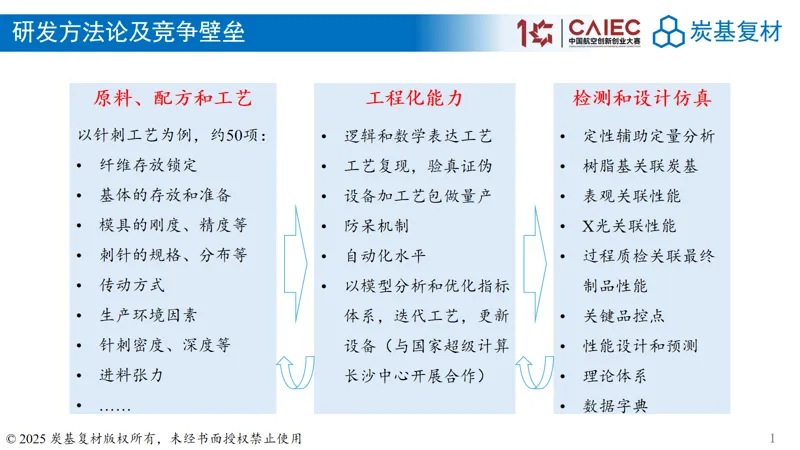
尽管是工程化创新,其仍具备较高竞争壁垒,我们将这一壁垒的构建划分为三个阶段:
第一阶段:配方与工艺壁垒(未来2-3年核心)
我们突破传统经验依赖,将炭基复材制备从“经验驱动”转向“科学量化驱动”:以针刺工艺为例,我们将制备工序拆解为约50项细分指标体系,实验时固定其他变量、仅测试单一变量,再对结果进行定性与定量分析。通过“实验设计-执行-复盘”的循环,不断优化工艺,规避过去依赖直觉或经验导致的盲区,形成独特且高效的配方与工艺体系,这是未来2-3年的核心竞争优势。
第二阶段:工程化能力壁垒(3年后逐步凸显)
此阶段的核心是将优化后的工艺进行“逻辑化、数据化表达”,并转化为设备可执行的工艺包,通过“设备叠加工艺包”实现大规模量产。借助自动化量产体系,我们能在良率、成本、产能上形成显著竞争优势——相比竞争对手,可实现更高良率、更低生产成本与更大产能规模,成为3年后的关键壁垒。
第三阶段:设计与检测工具壁垒(长期构建,当前已启动)
通过持续的工艺研发与数据积累,串联正向、逆向联合研发,逐步形成专属的设计与检测工具。目前我们已启动相关工作,例如通过模型分析积累的数据;后续还计划与主机厂、科研院所合作,完善理论体系与数据字典,最终目标是建立类似“树脂及辅材积木式架构”的标准规范,既能为自身发展提供支撑,也能服务整个行业,推动行业整体进步。
空天界:在产品研发和销售规划上,贵公司制定了三步走策略,这些部署重点权衡了哪些因素?公司选择了炭陶匣钵作为首个主打产品。这个市场非常细分,为何选择它作为产业化突破口?在与传统石墨和炭炭匣钵的竞争中,您的产品展现了哪些优势?

空天界:在航天领域(如火箭发动机部件),您的耐烧蚀部件材料能“十倍工作时长”并实现“喉衬一体成型”。这对于我国航天产业的发展具有怎样的意义?面向航空航天多样化的高温合金应用场景,您能再举一些例子吗?

在航空航天领域,鉴于行业规模庞大,我们选择从小口径喷管切入市场。当前小口径喷管的主流制备工艺及材料主要有两类,我们的产品核心目标是替代这两类材料——在价格接近的前提下,实现性能的显著提升:
1. 替代高硅氧纤维酚醛树脂基喷管
高硅氧纤维酚醛树脂基喷管的耐烧蚀原理是“高温下酚醛树脂碳化吸热”,但碳化过程较快,导致产品工作时长较短。而我们的产品采用炭陶材质,无需经过碳化吸热过程,且整体耐温性能远优于树脂基产品,最终可实现接近10倍的工作时长,彻底解决传统产品“工作周期短”的痛点。
2. 替代等压石墨基加工成型喷管
等压石墨喷管在装配、搬运、运输等环节易出现开裂问题,良率受限。我们的炭陶喷管不仅依托陶瓷材质提升了结构稳定性,还通过添加纤维实现增韧,有效避免了上述开裂风险,大幅提升了产品良率。
我们判断,航空航天行业未来将向“平民化”方向发展——具体体现为产品与服务更可靠、更可消耗、性价比更高,让更多组织甚至个人能够使用和消费行业服务。这一趋势的核心前提,是对传统材料进行升级迭代。
行业内常说“一代材料、一代飞机”,我们认为航天领域同样遵循“一代材料、一代飞行器”的规律。因此,我们希望在材料转型升级的浪潮中,为两大行业贡献价值:既推动炭基复材行业的技术落地与应用拓展,也助力航空航天行业突破传统材料瓶颈。
最终的价值落地,仍将聚焦于为行业提供性能可靠、交付快速、价格更低的高性能炭基复材产品,匹配航空航天对材料“高效、低成本、长寿命”的核心需求。

空天界:航空航天环境对材料稳定性的考验,本质上是热、力、化学环境的极端耦合。请问,在极端环境下,贵公司产品关键指标及稳定性达到怎样的水平?是否超过传统工艺制备的材料?有具体的测试数据或模拟结果吗?

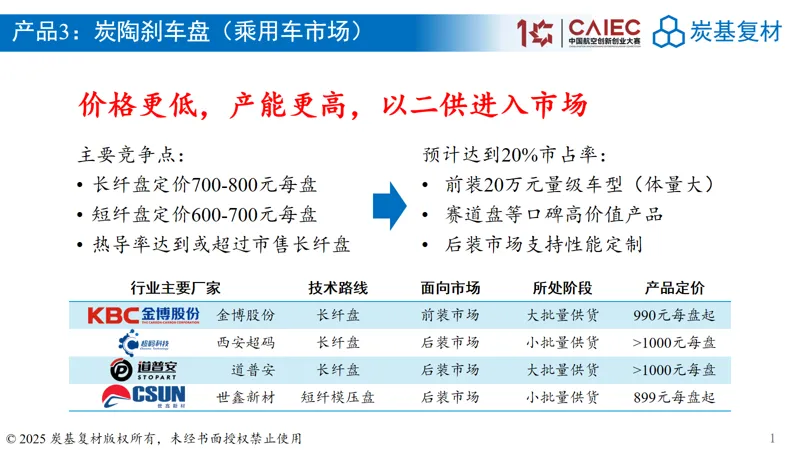
空天界:面向广阔的民用市场,炭陶刹车盘无疑备受关注。您如何看待这个产品的市场前景?贵公司计划如何从“二供”切入,并最终挑战现有市场份额?

炭陶刹车盘是我决定创业的重要契机。判断一个行业能否快速发展,关键看是否存在“天使产品”,在我看来,炭陶刹车盘正是炭基复材行业的重要天使产品。如前文所述,若某20万元量级车型装备炭陶刹车盘,对整个行业的产能需求将是颠覆性的,这会推动行业被迫进行技术转型升级,也为新公司提供机会。
我之所以特别看好炭陶刹车盘,核心在于大需求层面:新能源汽车占比提升成为主流是必然趋势,而炭陶刹车盘有三大特性与新能源汽车高度匹配——制动距离更短,雨天制动性能不衰减;相比传统铸铁刹车盘,能显著减轻簧下重量,提升续航;新能源汽车自身重量通常翻倍,对制动系统要求更高,炭陶刹车盘可满足这一需求。
当前行业正处于炭陶刹车盘(及炭基复材)即将快速发展的瓶颈与节点:受传统工艺限制,现有炭陶刹车盘价格偏高,与消费者、主机厂需求有差距,良率和产能也偏低。随着工艺进步,我认为刹车盘价格会降至1000元以内甚至数百元/盘,导热性能进一步提升,未来将作为标配装备于20万元量级车型及商用大车。
简单换算来看,未来仅炭陶刹车盘一个产品,就可能为炭基复材行业贡献百亿规模产值,甚至可发展为炭基复材下的独立细分行业。但炭陶刹车盘作为汽车关键核心部件,导入周期长,需完成大量国标实验流程,因此我们制定了分阶段计划:先从现有工艺切入,以“二供”身份对“针刺预制体+CVI增密”工艺进行改进;对高密模压技术制备刹车盘,将按国标及主机厂要求逐步完成实验与验证,周期约12-18个月甚至更久,过程漫长但必要。
最后做一大胆预测:未来炭陶刹车盘市场体量将非常大,其中高密模压刹车盘将占据90%份额,仅约10%是“针刺+增密”工艺制备的刹车盘。
空天界:我们注意到团队核心成员在材料科学领域有深厚积累。您认为,贵公司能实现这一系列技术突破的关键,是源于顶尖的学术背景,还是强大的工程化能力?

空天界:公司项目技术团队中的专家已在材料科学领域荣获多项科技进步奖,能否给我们介绍一下公司的产学研合作模式具体是怎样的?

既要主动向高校老师、行业同行、上下游客户学习,吸纳外部经验; 也要在不涉及公司核心机密的前提下,大胆分享自身技术思路与实践心得。
空天界:公司的销售策略是“ToB销售,从二供到一供,分阶段建设产线”。这是一个非常务实的路径。未来3年,公司产能建设和市场拓展的具体步骤是怎样的?

空天界:公司产品有明显竞争优势,并规划了未来3年销售收入,请问贵公司在炭基复材这个赛道,是否有对标的国际公司?您希望公司在未来炭基复材领域中扮演怎样的角色?

短期以工业热场耗材、航天小型特种构件为核心切入点,做高性价比、快交付、高性能的国产替代配套供应商; 中期持续完善全链条制备能力,完成高端领域资质与产品认证; 长期希望以工程化创新与量产技术为核心,推动炭基复材行业工艺转型升级,参与完善行业材料标准体系,成为炭基复材领域工艺革新推动者、国产高端材料核心供应商、多场景一体化材料解决方案服务商,助力我国高温新材料、航空航天、新能源等产业链自主可控与升级发展。
空天界:公司的愿景是“助力中国制造各产业链”,强调“从科技创新到量产技术”,并完善了企业制度体系,请问,为了实现这一目标,公司制定了怎样的滚动化发展模式,从而实现对多个产业链的规模化助力?

首要任务是活下去,并持续创造价值; 看待每个产品或合同需立足更高角度——并非简单的“接单-生产-交货”买卖关系,而是要在过程中探索工艺与设备的改进空间,从每个合同中提炼对公司整体发展路线有价值的要点; 坚持开放式交流——不仅与院所、高校合作,也与上下游同行合作,只要不涉及核心机密,均可多交流、多传播。
空天界:公司在对多个产业链协同发力时,想进一步请教,公司更欢迎哪些类型的上下游企业开展合作?在合作模式上,是否有明确的方向呢?

产品配套模式:以二供为切入,逐步向一供转型,为下游客户提供标准化、定制化碳陶匣钵、工业板材、航天耐烧蚀构件等产品,实现材料替代与工艺替换,帮助客户降本增效; 联合研发模式:与下游终端企业、科研院所开展横向联合研发,围绕极端高温、摩擦制动等特殊工况,定制开发适配性新材料与构件,同步推进预研项目与产品验证; 产业协同模式:与上游设备、原材料企业深度联动,结合我们的工艺包与量产技术,共同优化生产装备、改良核心配方,打通上下游量产链路; 产学研合作模式:在非核心机密前提下开放技术交流,依托科研单位研发能力+企业工程化量产能力,加速新技术、新工艺的落地转化,共建行业生态。
空天界:公司已规划了未来三年从种子轮到A轮的融资与研发路径。想请教,公司在未来发展过程中,资金配置的战略优先级是如何设定的?如果需要融资的话,主要用途和规模大概是怎样的?对融资渠道和合作伙伴有何具体要求?

空天界:您通过这次大赛有哪些新的收获?是否有一些新的合作机会或项目对接?

空天界:作为本届大赛的二等奖获得者,能否分享一下您的获奖感言?





